泰安20号无缝方管 270*340*8矩形管多少钱对焊钢法兰:用于法兰与管子的对口焊接,其结构合理,强度与刚度较大,经得起高温高压及反复弯曲和温度波动,密封性可靠,公称压力为.25~2.5MPa的对焊法兰采用凹凸式密封面。承插焊法兰:常用于PN≤1.MPa,DN≤4的管道中。松套法兰:松套法兰俗称活套法兰,分焊环活套法兰,翻边活套法兰和对焊活套法兰.常用于介质温度和压力都不高而介质腐蚀性较强的情况。当介质腐蚀性较强时,法兰接触介质的部分(翻边短节)为耐腐蚀的高等级材料如不锈钢等材料,而外部则利用低等级材料如碳钢材料的法兰环夹紧它以实现密封。
方矩管,是方形管材和矩形管材的一种称呼,也就是边长相等和不相等的的钢管。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。
又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J
1、方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%, 当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。
2、方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10%
3、方矩管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%
工艺分类
方矩管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。


其中焊接方管又分为
1、按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管
2、按焊缝分——直缝焊方管、螺旋焊方管。
材质分类
方管按材质分: 普碳钢方管、低合金方管。
1、普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等。
2、低合金钢分为:Q345、16Mn、Q390、ST52-3等。
生产标准分类
方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。
断面形状分类
方管按断面形状分类:
1、简单断面方管:方形方管、矩形方管。
2、复杂断面方管:花形方管、开口形方管、波纹形方管、异型方管。
表面处理分类
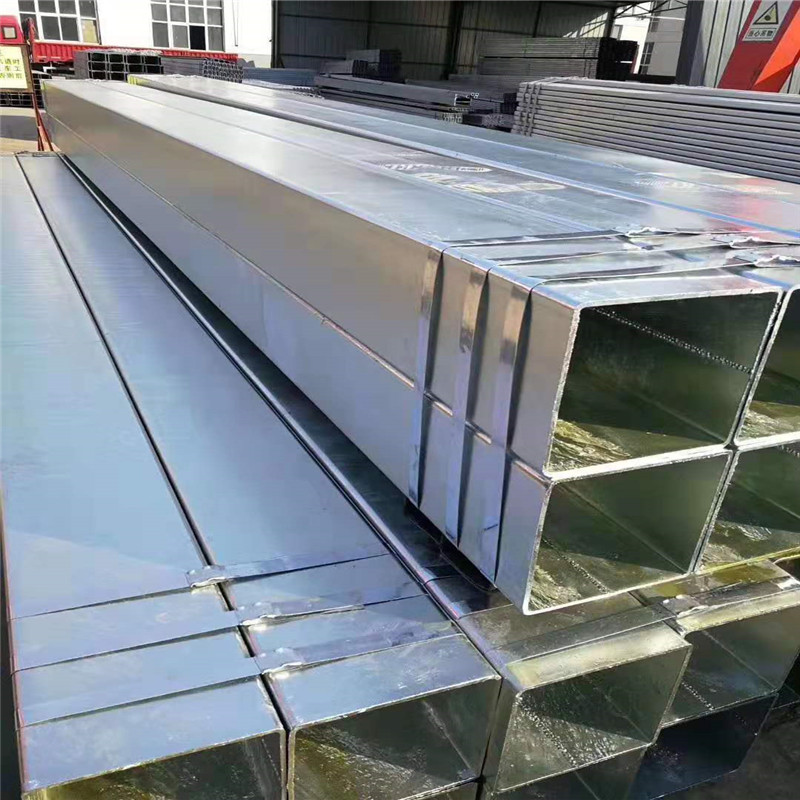
方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管。
用途分类
方管按用途分类:装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管。
壁厚分类
方矩管按壁厚分类:超厚壁方矩管、厚壁方矩管和薄壁方矩管。


热分解工序:Fe(CO)5(190-300℃)Fe+5CO。用一个壁热式电加热内进行,Fe(CO)5Q气化后,从筒顶的中心导入热解炉内,在300℃,1bar的压力下,使气态Fe(CO)5分解形成铁核长大,这个过程通常用NH3作为保护气体生,所以羧基铁粉会含有小于1%N元素。中压气相合成法中压法铁粉生产技术与高压法相比,铁的压力为8.0MPa,合成速度60h/釜,而高压法需要120h/釜;铁的转化率大于75%,而高压法仅为65%左右。
应用领域:广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。
用于工程建筑、玻璃幕墙、门窗装饰、钢结构、护栏、机械制造、汽车制造、家电制造、造船、集装箱制造、电力、农业建设、农业大棚、自行车架、摩托车架、货架、健身器材、休闲和旅游用品、钢家具、各种规格的石油套管、油管和管线管、水、燃气、污水、空气、采暖等流体输送、消防用及支架、建筑业等。
操作方法:将电源与电焊机和控制器,焊Ⅰ焊Ⅱ焊接电缆和控制电缆,按图联接好。调整电焊机电流调节装置,使其为所需数值。将控制箱电源开关置于“开”的位置,电源指示灯亮,调节时间电位器旋钮至所需位置上,调整时间电位器方法是:按下焊上“开”的按钮(焊只接控制电缆,不接焊接电缆),开始计时,到焊仪表壳上的红指示灯熄灭止,看这段时间是否符合所需数值,如不符合反复调几次,直到调准为止,再按下焊上“关”的按钮。


